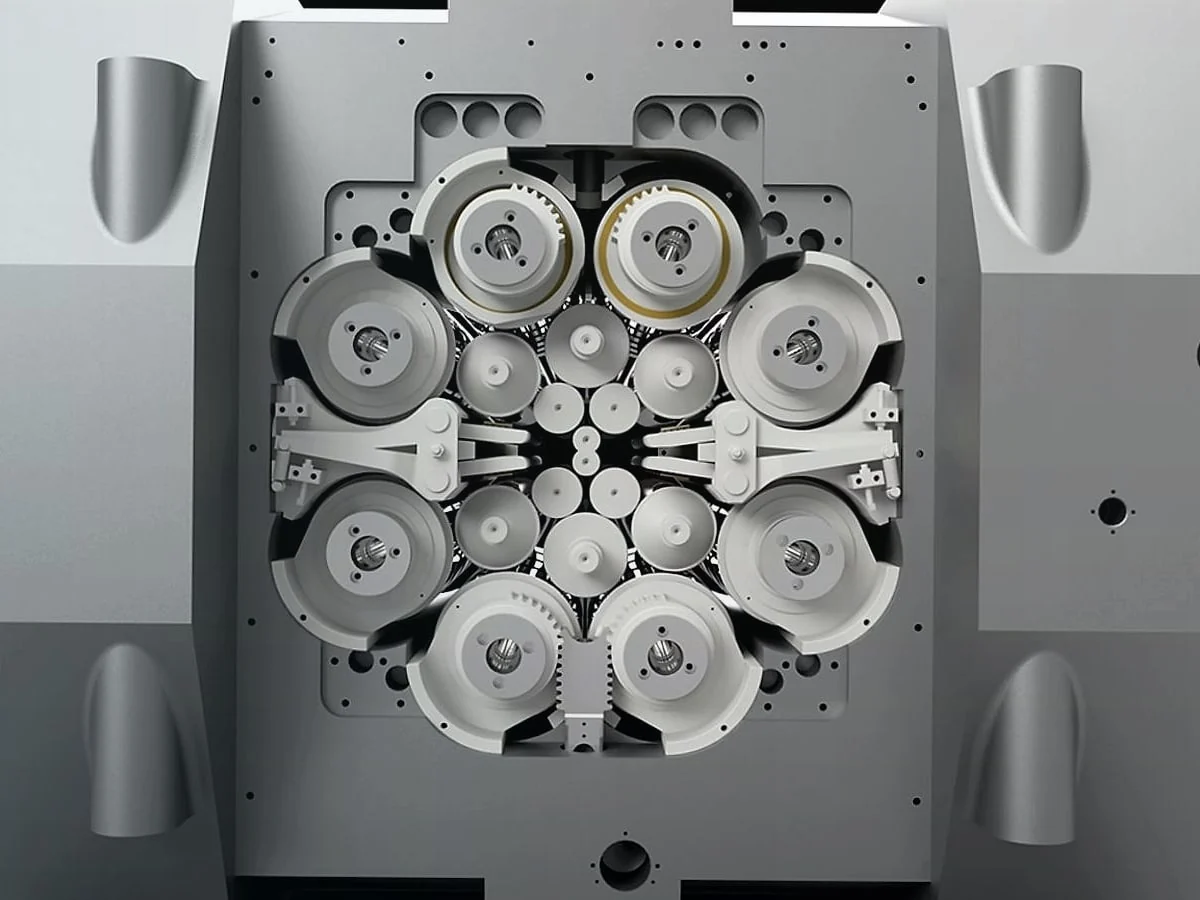
Cold Rolling Mill
Roll stack, reduction schedule, AGC/AFC automation, strip tension, coolant strategy and energy use.
View cold rolling technologyCompare the process inputs, machine configuration, automation scope and quality targets behind each cold rolling, pickling, cleaning, leveling and slitting line.
Roll stack, reduction schedule, AGC/AFC automation, strip tension, coolant strategy and energy use.
View cold rolling technology
Scale removal, acid circulation, rinsing quality, surface activation, strip tracking and fume control.
View pickling technology
Alkaline degreasing, brushing, rinsing, drying, filtration, cleanliness control and water-mark prevention.
View strip cleaning technology
Stretch-bend leveling, elongation control, flatness correction, residual stress relief, and feedback control.
View tension leveling technology
Knife clearance, burr control, EPC strip guidance, tension, recoiler torque and coil-face quality.
View slitting technologyNameplate speed is only one input. Stable coil processing depends on material, strip size, coil geometry, surface target, utilities, automation scope and acceptance criteria.
| Technology area | Key project inputs | Typical configuration focus | Quality target |
|---|---|---|---|
| Cold Rolling Mill | Material grade, entry/exit thickness, strip width, reduction ratio, gauge tolerance | Roll stack, drive system, AGC/AFC, cooling/lubrication, tension control | Gauge accuracy, throughput, energy use, mill stability |
| Pickling Line | Scale level, strip grade, acid system, line speed, surface activation target | Pickling tank, acid circulation, cascade rinsing, drying, fume control, strip steering | Scale removal, clean surface, controlled acid carryover |
| Strip Cleaning Line | Oil load, surface class, line speed, cleanliness target, water and air supply | Degreasing, brushing, rinsing, squeezing, hot-air or air-knife drying, filtration | Low residue, fewer water marks, lower scratch risk |
| Tension Leveling Line | Flatness defect, yield strength, thickness, tension window, line speed | Stretch-bend roll groups, corrective leveling rolls, bridle zones, feedback control | Improved flatness, stress relief, stable downstream handling |
| Coil Slitting Line | Coil weight, number of strips, minimum slit width, thickness, tooling plan | Uncoiler, EPC, slitter head, scrap winder, tension stand, recoiler | Burr control, clean edge, tight recoiling, flat coil face |
Final machine specifications should be confirmed against material strength, strip thickness, maximum coil weight, surface class, plant utilities, and automation requirements.